24h服务热线:
18915730122
18915730122
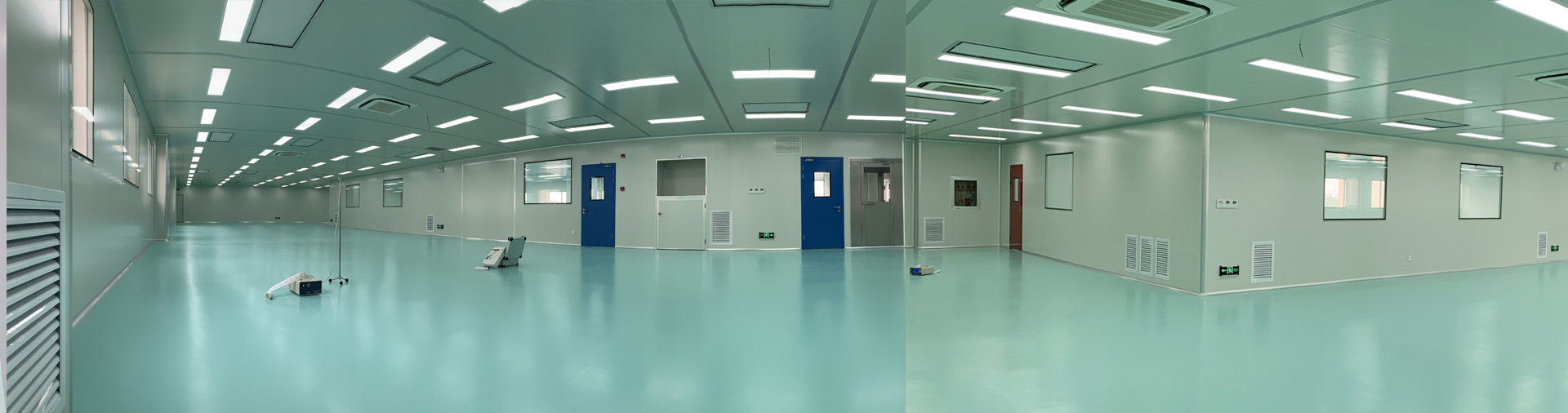
注塑制品(尤其是电子、医疗、汽车精密件)对生产环境的洁净度、温湿度稳定性要求严苛,其净化车间设计需平衡"精密生产需求、能耗控制、环保合规"三大目标,结合ISO 14644与行业特殊标准,构建从原料处理到成品仓储的全链条洁净保障体系。

一、洁净度分级与核心参数体系
1. 分级标准与产品适配
根据注塑件精度及应用场景,实施梯度洁净控制:
产品类型 洁净度等级 核心控制指标(≥0.5μm粒子) 换气次数 典型应用
医疗植入件 ISO 5级(百级) ≤3,520个/m³ ≥150次/h 手术器械配件、输液器接口
电子连接器 ISO 7级(万级) ≤352,000个/m³ ≥30次/h 芯片插座、精密端子
汽车精密塑件 ISO 8级(十万级) ≤3,520,000个/m³ ≥20次/h 传感器外壳、仪表盘组件
普通工业件 ISO 9级 ≤35,200,000个/m³ ≥12次/h 日常用品、包装容器
注:动态生产时,ISO 5级区域粒子浓度需控制在静态值的1.2倍以内,避免微尘导致的产品缺陷。
2. 关键环境参数基准
- 温湿度控制:
- 常规注塑区:温度24±2℃,湿度50±5%RH(减少模具结露与原料吸潮)。
- 精密成型区:温度22±1℃,湿度55±3%RH(稳定熔体流动性,降低尺寸偏差)。
- 特殊材料区:聚酰胺(PA)存储区湿度40-50%(防止水解),聚碳酸酯(PC)成型区湿度≤50%(避免银丝缺陷)。
- 压差与气流:
- 压差梯度:洁净区相对非洁净区正压≥10Pa,不同级别洁净室之间≥5Pa,防止低洁净度空气倒灌。
- 气流模式:ISO 5级区域采用垂直单向流(风速0.35-0.5m/s),ISO 7-8级采用混合流,通过散流板实现均匀送风。
二、空气净化与废气处理系统
1. 多级过滤体系设计
- 空气净化流程:
新风→初效过滤器(G4,拦截≥5μm粉尘)→中效过滤器(F8,拦截1-5μm颗粒)→表冷器/加热器→加湿器/除湿器→亚高效过滤器(H11)→高效过滤器(H13/H14)→洁净区。
ISO 5级区域末端增设ULPA过滤器(U15),对0.12μm粒子过滤效率≥99.9995%。
- 局部净化强化:
注塑机喷嘴上方设置层流罩(覆盖范围1.2m×0.8m),形成局部百级环境,风速0.4m/s,快速带走熔胶产生的挥发物与微小料屑。
2. 注塑废气专项处理
- VOCs控制技术:
- 收集系统:每台注塑机上方安装吸气罩(风量300-500m³/h),捕集率≥95%。
- 处理工艺:
- 中低浓度废气:活性炭吸附塔(吸附效率≥90%)+ 15米高空排放。
- 高浓度废气:催化燃烧装置(CO炉,净化效率≥98%),热回收利用(预热新风)。
- 粉尘控制:
碎料间设置负压集尘系统(相对洁净区负压5Pa),粉尘经布袋过滤器(效率≥99%)处理后排放,避免塑料粉尘污染洁净区。
三、车间布局与功能分区
1. 分区与动线规划
采用"单向流"布局原则,实现人流、物流、气流有序管控:
- 核心流程:
原料存储(非洁净区)→干燥处理(准洁净区)→注塑成型(洁净区)→检测(洁净区)→包装(洁净区)→成品仓储(非洁净区),各区通过缓冲间连接,避免交叉污染。
- 人员净化路径:
换鞋→脱外衣→洗手→风淋(≥20秒)→穿洁净服→缓冲间→洁净区,不同洁净级别的更衣区独立设置,防止交叉污染。
- 物料传递系统:
原料经传递窗(带紫外线消毒)进入,成品通过气闸室送出,碎料、废料从专用通道运出,避免逆向流动。
2. 设备布局要点
- 注塑机间距≥1.5m(便于操作与维护),排列方向与气流方向一致,避免阻碍空气循环。
- 模具存放区设在洁净区外侧,通过专用传递窗更换模具,减少洁净区开门次数。
- 检测台设置在洁净区下风向,避免检测过程中产生的微尘污染成型区。
四、材料选型与施工规范
1. 围护结构材料
- 墙面与顶棚:
- 洁净区:50mm厚夹芯彩钢板(钢板厚度≥0.5mm,芯材为岩棉),表面防静电处理(表面电阻10⁶-10⁹Ω),板缝用中性硅酮密封胶填充,气密性≤0.1m³/(m²·h)。
- 特殊处理:墙角、地角做R≥50mm圆弧处理(304不锈钢材质),避免积尘与料屑残留。
- 地面系统:
区域类型 材料选择 核心性能参数
精密成型区 防静电环氧自流平 耐磨性≥5000转,耐注塑机液压油腐蚀
普通洁净区 导电PVC卷材 无缝焊接,表面电阻10⁷-10⁸Ω,易清洁
原料干燥区 耐磨金刚砂地坪 抗压强度≥80MPa,耐受叉车碾压
2. 细节构造要求
- 风管采用镀锌钢板(厚度≥0.8mm),法兰连接密封,保温层为阻燃PEF材料(厚度≥20mm),避免结露污染。
- 洁净区灯具为嵌入式LED防尘灯(照度≥300lx),与顶棚平齐安装,缝隙≤1mm,防止积尘。
- 插座、开关为净化专用型,表面光滑无缝,与墙面密封处理,避免成为污染源。
五、防静电与安全防护
1. 全域静电管控
- 接地系统:
地面铺设铜箔网格(600×600mm),与接地干线连接,接地电阻≤1Ω;注塑机、检测设备通过4mm²多股铜缆单独接地,避免接地环路干扰。
- 中和装置:
原料输送区、取件工位安装离子风机(平衡时间≤2秒),将静电电压控制在≤50V,防止塑料件因静电吸附尘埃。
- 人员防护:
操作人员穿戴防静电连体服(表面电荷密度≤0.1μC/m²)、导电鞋(阻抗10⁶-10⁸Ω),进入洁净区前通过静电测试桩检测(电阻750kΩ-35MΩ)。
2. 防爆与安全设计
- 溶剂存储区(如脱模剂)设置防爆墙(耐火极限≥1h),配备防爆灯具、通风系统(换气次数≥12次/h),符合《爆炸危险环境电力装置设计规范》(GB 50058)。
- 洁净区设置应急照明(连续照明≥90分钟)与疏散指示标志,安全出口≥2个,门向疏散方向开启,通道宽度≥1.2m。
六、设备选型与验证维护
1. 核心设备适配
- 注塑机:
选用全电动注塑机(伺服电机驱动),减少液压油泄漏污染;料筒、螺杆采用38CrMoAlA材质(氮化处理),表面粗糙度Ra≤0.8μm,减少物料残留。
- 辅助设备:
- 干燥机:密闭式热风循环(露点≤-40℃),避免原料二次污染。
- 机械手:食品级润滑脂,表面光滑易清洁,与注塑机同步运行,减少人工干预。
2. 验证与维护体系
- 四阶段确认:
- 设计确认(DQ):验证方案符合产品精度要求(如尺寸公差±0.01mm)。
- 安装确认(IQ):设备定位误差≤±5mm,管道连接无泄漏。
- 运行确认(OQ):连续3天监测,温湿度、洁净度、压差等参数达标。
- 性能确认(PQ):模拟生产,产品缺陷率≤0.1%(按百万件计)。
- 日常维护:
- 过滤器:初效过滤器每月更换,中效过滤器每3个月更换,高效过滤器每6-12个月检漏(泄漏率≤0.01%),阻力超过初始值1.5倍时更换。
- 设备清洁:每日用75%酒精擦拭机械手、取件区域,每周彻底清洁注塑机料斗、喷嘴,每月对洁净区进行臭氧消毒(浓度20ppm,作用2小时)。
七、节能设计与环保合规
1. 节能技术应用
- 系统优化:
采用变频风机(根据粒子浓度自动调节转速)、热回收装置(回收注塑机余热加热新风),较传统系统节能30%-40%。
- 运行策略:
非生产时段(如夜间)切换至"节能模式",送风量降至50%,维持基本正压,减少能耗。
2. 环保与认证
- 排放标准:
废气排放符合《大气污染物综合排放标准》(GB 16297),VOCs排放浓度≤60mg/m³,噪声≤70dB(A)(厂界)。
- 认证体系:
需通过ISO 9001(质量管理)、ISO 14001(环境管理)、IATF 16949(汽车件)或ISO 13485(医疗件)认证,医疗级车间还需通过GMP审核。
注塑厂净化车间建设的核心是"以产品精度定洁净等级,以生产工艺定系统配置",通过精准的空气净化、静电防护、温湿度控制及科学管理,满足不同类型注塑件的生产需求。建议选择具有注塑行业经验的集成商,结合BIM技术优化布局,采用模块化施工缩短工期(较传统方式节省20%),同时预留10%的扩展空间,适应未来产能提升需求。

清阳工程专业18年从事承接江苏、浙江、上海、安徽、河南等地区
十级、百级、千级、万级、十万级等各种洁净度等级的洁净室车间、实验室、GMP车间设计装修施工,
验收通过率99.9%,给多家500强企业提供过净化车间的解决方案
欢迎咨询客服或电话联系:18015531058(微信同号)
下一篇: 无尘车间的等级你知道么?
上一篇: 河南湿巾净化车间定制化安装-清阳工程